Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal St.
Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

Because of its excellent electrical and thermal conductivity and lower price than gold and silver, copper is widely used in electronic products, electric vehicles and other manufacturing fields. It is used in large quantities in motors, batteries, sensors, wire harnesses, terminals and other products. of copper. As copper materials become more and more widely used, high-reliability welding and connection of copper become more and more important.
However, due to the high thermal conductivity of copper, which is almost 5 times that of pure iron and 1.7 times that of pure aluminum, the traditional arc welding method has insufficient power density and the welding effect is not ideal [3]. Laser welding has the characteristics of high power density, fast welding speed, and small welding heat impact, and is considered a suitable process for copper connections. At present, the most common and mature laser used in material processing is infrared laser (Infrared, IR) with a wavelength between 760nm and 1mm, and its frequency is between microwave and visible light. However, the absorption rate of infrared laser by solid copper is only 3~5%, and it is difficult to form a stable molten pool in the initial stage of welding. Therefore, there are still certain challenges in infrared laser welding of copper.
Research shows that simply using infrared laser for linear welding of copper has an unstable process window and maximum penetration fluctuation, and is prone to produce spatter, molten metal ejection and holes as shown in Figure 1. ) and other defects
In recent years, in order to solve the problem of low absorption rate of copper infrared laser welding, people have gradually turned their attention to visible light lasers with wavelengths in the shortwave band (300-600nm). As the wavelength becomes shorter, the material absorption rate can be greatly increased. For example, copper’s absorption rate of blue light with a wavelength of 450nm is as high as about 65%, which is 13 times that of infrared laser. Therefore, short-wavelength visible lasers show great potential for fast, high-quality welding of copper.
Double beam hybrid welding
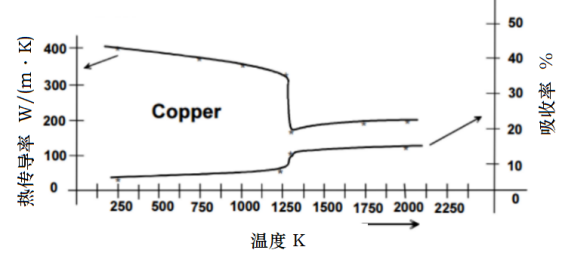
Currently, the visible light lasers available on the market have low power and brightness and are mainly suitable for welding copper plates with a thickness of no more than 0.5mm. However, the development of higher-power lasers requires expensive costs. Therefore, new processes need to be developed for the welding of large thickness (above 0.8mm) copper. As shown in the figure, the absorption rate of pure copper for 1070um laser and the thermal conductivity change with temperature. It can be seen that the absorption rate gradually increases as the temperature increases, especially when it increases significantly near the melting point, and then remains almost stable. It can be seen that although the absorption rate of copper for infrared laser at room temperature is very low (5%), it has a good absorption rate at temperatures near the melting point, close to about 20%. Based on the characteristic of copper’s change in absorption rate of infrared laser, the researchers proposed dual-beam composite welding of infrared light and short-wavelength visible light.
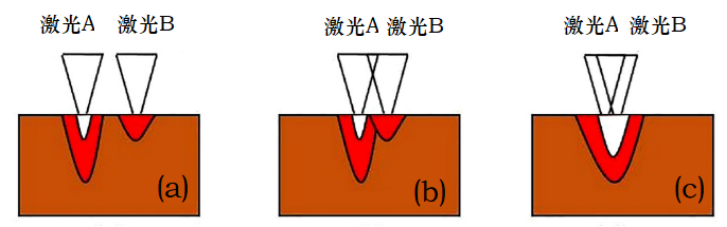
During the welding process, the lower-power short-wave laser first preheats and pre-melts the material; then, the absorption rate of the heated or even molten copper for the 1um wavelength laser increases, prompting the “small hole” welding process to begin. This The process is sustained with the support of high-power (>1 kW) infrared lasers. Research shows that this hybrid welding process has obvious advantages. It can not only solve the problem of high reflectivity during single infrared laser welding, but also make up for the shortcomings of current visible light lasers with low power and difficulty in achieving large penetration depth welding. The figure shows a schematic diagram of welding with different beam spacing. During the double-beam compounding process, different welding effects can be obtained by setting the relative positions of the two beams. Yang H et al. used a 450 nm blue semiconductor laser and a 1060 nm fiber laser to weld and conduct numerical simulation analysis on 3 mm thick copper. They found that the absorption rate of Cu to fiber laser under hybrid welding conditions was 20% higher than that of a single light source. In order to obtain the highest light absorption rate, the blue-infrared beam spacing and welding speed cannot be too large. Axel Hess et al. used a frequency-doubled continuous disk laser (515nm) and a continuous disk laser (1030nm) to combine, and found through numerical simulation that using an additional green laser source, only a few percent of the infrared power can be Helps significantly increase infrared absorption.
To sum up, the hybrid welding technology of red light and blue light perfectly solves the current process problems of copper welding.
The spxlaser copper welding application is shown below: